LUYOR-3109高强度紫外催化光源促销
LUYOR-3109紫外光源采用了9颗365nm大功率led,安装有二次光学透镜,输出紫外线强度高,...
2024-08-08

作者:紫外光源事业部时间:2019-12-05 09:28:19浏览3975 次
不锈钢罐体组装完后进行酸洗、脱脂处理,不锈钢焊缝须先酸洗后脱脂,可采用擦拭法脱脂。施工人员进入容器内,对未脱脂死角进行擦拭处理,对于罐内顶部等处的死角,在罐内搭设活动梯子便于擦拭处理。用LUYOR-365L紫光灯对已脱脂部位进行照射,如果有亮点证明脱脂不合格,该部位需重新脱脂;如无亮点证明脱脂合格。脱脂完毕后及时封闭所有容器管口和管道两端口,管道焊接时注意保持内部干净,不进杂物。
液氮、液氧低温贮槽施工检查工艺
无损检测
1.底板的A12,A13对接焊缝需射线检验,符合JB/T4730-2005 Ⅱ级标准
2所有搭接焊缝均需着色检验,符合JB/T4730-2005 Ⅰ级标准.
3所有密封焊缝需进行两次(水压试验前后)真空检验.
4所有内筒对接缝射线检验,符合JB/T 4730-2005Ⅱ级标准.
5内筒接管纵向焊缝,对接环焊缝(包括内部液体,气体管线),锚固带的对接焊缝射线,符合JB/T 4730-2005Ⅱ级标准.
6锚固带的所有受力角焊缝,锚固带与筒体连接附件之间的角焊缝(在压力试验前后)着色检验,符合JB/T 4730-2005 Ⅰ级标准.
7内筒所有密封角焊缝着色检验,符合JB/T 4730-2005 Ⅰ级标准.
8内筒底板与筒体的角焊缝(内外两面),管子与筒体的焊缝,加强圈以及其他附件的焊缝着色检验,符合JB/T 4730-2005 Ⅰ级标准.
9内管底板角焊缝在水压试验前后着色检验,符合JB/T4730-2005 Ⅰ级标准.
10底板之间焊缝真空箱检测。
11所有外筒对接焊缝,影响密封的角焊缝着色检验,符合JB/T 4730-2005 Ⅰ级标准.
外罐
1底板的所有焊缝液体着色,真空试验,气密性实验前.
2压环与筒体的角焊缝液体着色,气密性实验前.
3顶盖的搭接焊缝液体着色,气密性实验前
4筒体与底板的角焊缝液体着色,气密性试验前与后
5筒体的对接焊缝液体着色,气密性试验前
6锚固带与筒体之间的加强板角焊缝液体着色,气密性试验前
7筒体上与气密性相关的其它焊缝液体着色,气密性试验前
8除底板外所有与外界的密封的焊缝肥皂水,气密性试验时.
注:所有X射线检查符合JB/T4730-2005
Ⅱ级标准.所有液体着色检查符合JB/T4730-2005Ⅰ级标准.所有真空盒检查在21KPa无泄露合格.
管道
1液面以下管道对接焊缝RT检测。
2液面以上管道对接焊缝30%RT检测。
3人孔纵向焊缝RT检测。
4接管角焊缝打底与盖面均做PT检测。
内罐
1锚固带与筒体之间的加强板液体着色,水气压试验前与后
2底板边缘板对焊缝X射线,水压试验前.真空检查,水压试验前与后.
3压环与筒体的角焊缝(内外两侧)液体着色,水气压试验前
4底板的搭接焊缝液体着色,水气压试验前.真空检查,水压试验前与后.
5顶盖的搭接焊缝液体着色,水气压试验前.真空检查,水压试验前与后.
6管嘴与筒体的角焊缝,包括补强板液体着色,水气压试验前.
7筒体与底板边缘的角焊缝(内外两侧)液体着色,水气压试验.真空检查,水压试验前与后.
8筒体的所有对接焊缝X射线,水压试验前.
注:所有X射线检查符合JB/T4730-2005
Ⅱ级标准.所有液体着色检查符合JB/T4730-2005Ⅰ级标准.所有真空盒检查在21KPa无泄露合格.

水压试验
1内罐充水试验:6.6.1.1内罐充水试验前,内罐所有焊接工作应全部完成并检验合格,罐内各种杂物清理干净,外罐壁不得与基础预埋锚固件焊接,地脚螺栓应松开。
2充水试验应采用洁净水。
3充水过程中应开启人孔以保证内罐始终与大气相通,充水高度不得大于设计文件规定。
4充水过程及时进行内罐和罐基础沉降观测,内罐或基础发生较大沉降或不均匀沉降时应停止冲水,处理后继续进行试验。
5充水试验时应对内罐焊接接头的严密性和罐体各部位的变形进行检查,充水到设计文件规定的更高液位并保持48h后,内罐无渗漏、外罐无异常变形为合格。
内罐充水外罐气压试验:
1外罐体所有焊接工作应全部完成并检验合格;
2按设计文件规定的试验液位检查确认后充气加压,
3当罐内空气压力达到设计压力时,用发泡剂涂刷并检查外罐罐壁、罐顶板的所有焊接接头,焊接接头检查合格后,继续向罐内充气。当罐内空气压力达到设计文件规定的试验压力时,保持此压力1h,焊接接头无渗漏,罐体无异常变形为合格。
4施工过程中已经真空试漏合格的焊接接头,外罐气压试验时无需再进行检查。
5内罐充水外罐气压试验合格后应立即打开排气减压阀,使罐内与大气相通,排气后应向将外罐与基础预埋锚固件组对焊接或应先紧固地脚螺栓,再排放内罐试验用水并清洗内罐,罐内不得存有积水或赃物。
6放水过程中排气减压阀应与大气相通,并按设计文件规定进行沉降观测。
7充水速度不应大于500m3/h,放水速度不应大于300m3/h。
外罐气压试验:
1外罐气压试验应在内罐充水外罐气压试验合格,将内罐水排净后进行。
2外罐气压试验前,应再次检查确认锚固结构紧固符合要求。
3向罐内充气,当罐内空气压力达到设计要求的试验压力后,检查外罐体锚固结构和基础,无异常变形为合格。
4试验后应立即打开排气减压阀。
罐体真空试验:
1罐体真空试验应在气压试验合格后进行。
2真空试验应使用真空泵或轴流风机从罐内抽气,罐体真空度达到设计规定的试验值后保持1h,检查罐体无异常变形为合格。试验合格后应立即打开进气阀,使罐内部与大气相通。
3不进行外罐气压试验,仅进行罐体真空试验时也应检查确认锚固结构紧固符合要求。
酸洗、脱脂及试验
1不锈钢罐体组装完后进行酸洗、脱脂处理,不锈钢焊缝须先酸洗后脱脂,可采用擦拭法脱脂。
2脱脂液选用合格三氯乙烯。酸洗采用酸洗钝化膏(不含有机物)。
3不锈钢罐选用洁净白布,人工带上防护手套配以活动人梯进行涂擦,由上至下分层进行,至少两次。
4 施工人员进入容器内,对未脱脂死角进行擦拭处理,对于罐内顶部等处的死角,在罐内搭设活动梯子便于擦拭处理。
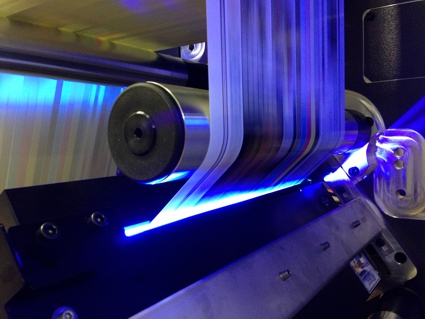
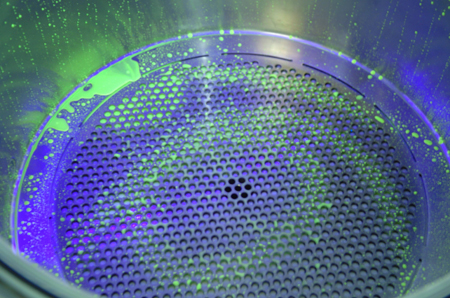
5 用LUYOR-365L紫光灯对已脱脂部位进行照射,如果有亮点证明脱脂不合格,该部位需重新脱脂;如无亮点证明脱脂合格。脱脂完毕后及时封闭所有容器管口和管道两端口,管道焊接时注意保持内部干净,不进杂物。
6 脱脂、检验及安装所用的工具、量具、仪表等必须按脱脂件的要求预先脱脂。
7脱脂现场须加强安全防火及防止冲洗液飞溅等措施,施工人员戴好有侧边防护罩的眼镜和呼吸器。
8清洗的操作人员须进行安全教育,熟悉和理解清洗剂使用方法和保护措施。
9清洗完的废液排放到指定的下水道内。
质量控制措施
1严格按照公司压力容器质保体系的要求运行,落实各项管理制度。
2加强对施工人员的质量意识教育和施工规范、施工方案的学习;项目部技术负责人组织施工技术员、施工班组长进行详细的技术交底,使参与施工的作业人员了解各质量控制点和各检查项目控制技术指标。
3组织编制质量停点检查流程图,设专职质检员落实自检、互检和交接检制度。制定焊接材料管理发放制度,建立焊接材料台帐,严格焊条烘焙纪律,编制焊接工艺卡。
4现场严控储槽几何质量及焊接质量,加强现场质量监督和现场过程控制。
5为保证焊接质量,现场配备必要的防风、防雨雪和防冻措施。
6采用合理、先进的焊接工艺,以减少焊接变形。
7均压板现场浇注时,须保证底部绝热层不受潮。
8.8严格工序控制和交接检查,防止不合格产品进入下一道工序。
解释:
紫光灯:学名紫外线灯,俗称黑光灯,能够发出365nm紫外线,能够激发金属表面的油脂发出蓝色荧光,被化建公司、工业清洗、工业气体工厂用于检测管道、容器的脱脂清洗效果,LUYOR-365L便携式高强度手电筒式黑光灯在工业气体行业、低温设备生产企业被广泛用于脱脂清洗检查。
 关注我们
关注我们