LUYOR-3109高强度紫外催化光源促销
LUYOR-3109紫外光源采用了9颗365nm大功率led,安装有二次光学透镜,输出紫外线强度高,...
2024-08-08

作者:无损检测事业部时间:2019-12-22 20:02:20浏览16236 次
又称PT(Penetrant Testing)或LPT(Liquid Penetrant Testing)。与检测对象的材质无关,能够对几乎任何产品及材料进行表面检查。PT利用毛细现象将液体渗入狭窄的缺陷部分,再将渗入的液体吸回表面,采用简单的原理进行探伤。 渗透探伤操作简单,不需要复杂设备,费用低廉,缺陷显示直观,具有相当高的灵敏度,能发现宽度1微米以下的缺陷。这种方法由于检验对象不受材料组织结构和化学成分的限制,因而广泛应用于黑色和有色金属锻件、铸件、焊接件、机加工件以及陶瓷、玻璃、塑料等表面缺陷的检查。
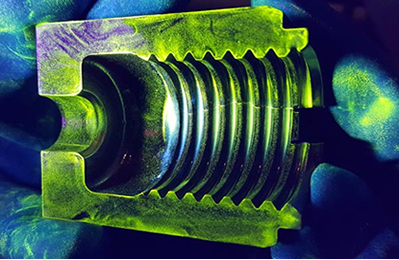
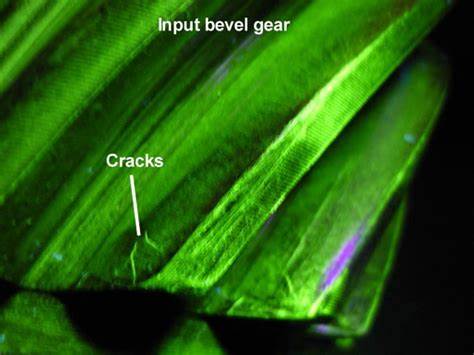
渗透探伤操作简单,不需要复杂设备,费用低廉,缺陷显示直观,具有相当高的灵敏度,能发现宽度1微米以下的缺陷。这种方法由于检验对象不受材料组织结构和化学成分的限制,因而广泛应用于黑色和有色金属锻件、铸件、焊接件、机加工件以及陶瓷、玻璃、塑料等表面缺陷的检查。它能检查出裂纹、冷隔、夹杂、疏松、折叠、气孔等缺陷;但对于结构疏松的粉末冶金零件及其他多孔性材料不适用。图1为用着色法发现的壳体上的热应力裂纹;图2为用荧光法发现的焊缝裂纹。
着色渗透探伤是无损检测技术中最简便而又有效的一种常用检测用段,它对危及金属、非金属材料制件寿命和压力容器安全的危险缺陷——如焊接裂缝、疲劳裂缝、应力腐蚀裂缝、磨削裂缝、淬火裂缝等表面开口性缺陷的检测具有显示灵敏、结论迅速、重复性和直观性好的独特优点。这些优点使得着色渗透探伤在机械、冶金、石油、化工、铁路、交通、造船、矿山、建筑、航空、航天、发电、受压容器以及国防工业部门质量保证体系中发挥越来越大的作用。 ? 着色渗透探伤剂可完全用水去除,因而检测成本低,特别适用于原材料及大型构件较粗糙表面的探伤。其探伤灵敏度更低可达到2级(中级),考虑到用户对被检测表面在预洗的需要,型产品,仍可允许在无水源环境下使用,用本型清洗剂作去除剂用。本产品适用于化工、造船、铁路、石油、重型机械、冶金、军工、压力容器等部门对表面较粗糙、探伤灵敏度要求为2级的铸锻、板、棒等金属原材料、大型零件及结构的渗透探伤。
1、清洗:用清洗剂将被检工件表面的污物(氧化皮、铁锈、油脂等)完全清洗干净;
2、渗透:放置5-10分钟待工件和试块表面干燥后,施加渗透剂,喷嘴应距工件和试块表面 20-30mm,渗 透时间应根据使用说明,一般为5-15分钟,这期间应保持探伤面被渗透剂充分湿润.;
3、清洗:用清洗剂或水(水压≤1.5kg/cm2)将工件表面的渗透剂擦洗干净;
4、显像:将显像剂充分摇匀后,对被检工件保持距离300mm处均匀喷涂,喷涂显像剂后,片刻即 可观察缺陷;;
5、检查完毕,用清洗剂或水擦洗去除显像剂;
6、按工艺要求将工件处理保存。
又称PT(Penetrant Testing)或LPT(Liquid Penetrant Testing)。与检测对象的材质无关,能够对几乎任何产品及材料进行表面检查。PT利用毛细现象将液体渗入狭窄的缺陷部分,再将渗入的液体吸回表面,采用简单的原理进行探伤。渗透探伤剂使用渗透液(P)、显像剂(D)、除去清洗液(R)3种药剂组合使用。通常按照(1)前期处理——(2)渗透——(3)除去——(4)显像——(5)观察——(6)后期处理的顺序进行。
渗透液有红色的染色渗透液以及在紫外线灯下产生荧光发光的荧光渗透液。显像剂包括在水中扩散的水分散显像剂、粉状的干性显像剂以及悬浮在溶剂中采用喷雾罐装的速干性显像剂3种。除去清洗液应用于前期清洗、剩余渗透液除去及探伤后的后期清洗。
染色渗透探伤剂 | |
钢铁 金属 | 设备保全、钢铁?SUS的板坯探伤 管道?铸钢品?铝的表面探伤 钛?失蜡铸造品的表面探伤 |
运输机械 | 汽车引擎的探伤?泄漏检查 曲柄?凸轮轴?连杆轴承重要零部件的探伤 船舶发动机·飞机用喷气式发动机·机体的探伤及保养 车厢·轨道的保养 |
电力 石油 化学 成套设备 | 核能、火力、水力发电机的锅炉、涡轮机、配管类的探伤 石油化学设备的压力容器、热交换器、配管类的探伤 |
机械 部件 | 轴承、阀门、联轴器的探伤 建设机械、农用机械、产业用引擎、油压机器的探伤 |
电气 电子 | 重型电机器·焊接部的探伤 基板、陶瓷封装·陶瓷传感器等的探伤 |
运输 | 铁路?地铁?公共汽车的车轮?轨道?平板推车的保养 |
土木 建筑 | 建筑物的焊接部·配管的探伤 混凝土的探伤 |
荧光渗透探伤剂 | |
钢铁 金属 | 压延卷材探伤、锆合金管的探伤 铝?钛管道、铸造品的探伤 失蜡铸造品的探伤 |
运输机械 | 汽车引擎的泄漏检查、汽车铝部件的探伤 汽车车体的漏水检查 飞机用、铝、钛部件的探伤、涡轮叶片的探伤 铁道车辆、轨道的维护 |
电力 石油 化学 成套设备 | 发电机涡轮叶片的探伤 冷凝器的泄漏检查 泵、管道、联轴器类的探伤 |
机械 部件 | 轴承、泵、管道、联轴器类的探伤 油压机械的探伤 |
电气 电子 | 基板、陶瓷封装·陶瓷传感器等的探伤 绝缘体帽的探伤 |

渗透检测方法
1 水洗型渗透探伤法
包括水洗型着色和水洗型荧光,广泛应用的是水洗型荧光法。
使用场合: a 灵敏度要求不高;
b检验大体积或大面积零件;
c检验开口窄而深的缺陷;
d 检验螺纹和带有键槽的零件;
e检验表面很粗糙的零件。
渗透时间和显象时间的确定:
a 根据零件的状态和缺陷的种类以及环境温度确定渗透时间;
b 根据零件材料的种类,表面状态,渗透液类型来确定显象时间。
显象方式的选择:
着色液,任何表面状态都选用溶剂悬浮式显象剂;
荧光液,光洁表面,选用溶剂悬浮式显象剂,粗糙表面选用干式 显象。
2 后乳化型渗透探伤法
后乳化型荧光法是广泛应用的一种方法。使用场合:
a 表面阳极化工件,镀铬工件及复查工件;
b 检验要求比水洗型灵敏度高的零件;
c 被酸或其它化学试剂污染的零件,
d 检验开口浅而宽的缺陷;
e 被检零件的缺陷可能被脏物污染;
f 检验应力裂纹、晶间腐蚀裂纹和磨削裂纹;
g 灵敏度可以改变
主要应用在:经机加工的光洁零件的检验,如发动机的涡轮叶片,气轮机叶片,涡轮盘等零件的检验。去除时首先是预水洗,然后乳化,再zui后水洗。乳化时间是zui关键的控制因素 根据零件表面光洁度,乳化剂浓度,乳化剂温度,被污染的程度和渗透液来确定,一般用试验的方法确定。
3 溶剂去除型渗透探伤法
溶剂去除型着色法是广泛应用的一种方法。溶剂去除型渗透探伤法适用于焊接件和表面光洁零件的检验,特别适用于大零件的局部检验,也适用于非批量零件的检验和现场检验(着色法)。该方法多配用溶剂悬浮式显象法
六大基本步骤:表面准备和预清洗、渗透、去除、干燥、显象、观察(检验) 。
检测时机安排
1 表面准备和预清洗
1 污物类别
固体污物:表面清理;液体污物:预清洗。
2 污物的影响(P.113 4条)
3 清除污物的方法
机械法,化学方法,溶剂去除方法,其它方法。
2 施加渗透剂
1 渗透液施加方法
应根据零件大小、形状、数量和检查部位来选择。
所选方法应保证被检部位完全被渗透液覆盖,并在整个渗透时间内保持润湿。
主要有:喷涂,刷涂,浇涂,浸涂。
2渗透时间及温度,一般不少于10min,温度控制在15~50°C。具体按标准要求。
3 去除多余的渗透液
要求从零件表面去除所有的渗透液,又不将渗入缺陷中的渗透液清洗出来。水洗型渗透液用水去除,水喷法的水压不超过0.35Mpa,水温不超过40°C,水洗时间在得到合格背景的前提下,越短越好,可以用黑光灯控制荧光液的去除程度。后乳化型渗透液去除时,先用水预清洗,然后乳化,zui后再用水清洗。施加乳化剂时,只能用浸涂、浇涂或喷涂,不能用刷涂。要防止过乳化,控制好乳化时间。溶剂去除型渗透液的去除方法是先用干布(纸)擦,然后再用沾有有机溶剂的布擦,不允许直接用有机溶剂冲洗。
4 干燥
溶剂去除法渗透探伤时,不必进行专门的干燥处理,应自然干燥,不得加热干燥。用水清洗的零件,采用干式或非水基湿式显象时,零件在显象前必须进行干燥处理;若采用水基湿式显象,水洗后直接显象,然后进行干燥处理。干燥一般使用热空气循环烘干装置,干燥温度不能太高,时间不能太长。
5 显象
显象的过程是用显象剂将缺陷处的渗透液吸附到零件表面,产生清晰可见的缺陷图像。干式显象主要用于荧光法,干燥后立即进行显象,zui好用喷粉柜进行喷粉显象。非水基湿式显象主要采用压力喷罐喷涂。喷涂前应摇动喷罐中的弹子,使显象剂均匀。边喷边形成显象剂薄膜。
水基湿式显象多采用浸涂。涂复后进行滴落,然后再干燥。干燥过程就是显象过程,显象时要不断搅拌,以防显象剂沉淀。显象时间不能太长,显象剂不能太厚。一般规定:显象时间一般不少于7min,显象剂厚度为0.05~0.07mm。
显象时间
干式显象:指从施加显象剂起到开始观察的时间。
湿式显象:指从干燥起到开始观察的时间,也就是干燥时间。
速干式显象:施加显象剂后,到观察完成的时间。
6 观察和评定
观察的光线要求
着色观察时,被检零件上白光的照度要不小于500lx。荧光观察时,黑光灯的强度为,在距离LUYOR-3105黑光灯380mm处,其强度不低于1000uw/cm2。
荧光观察时:
a 进入暗室时,黑暗适应。
b 真伪缺陷的判定
c 缺陷性质的判定,作出合格与否的判定。
d 缺陷的表示和记录
重复检查的规定:
a 一般不进行重复检查,渗透探伤的重复性不好;
b 着色法不允许复查;
c 荧光法检查的不允许用着色法复查。
7 后清洗及复验
8 显示的解释与缺陷评定
1.显示的解释和分类
显示的分类
相关显示、非相关显示和虚假显示
相关显示:真实缺陷形成的;
非相关显示:零件的加工工艺和结构外形以及划伤、刻痕、毛刺等;
虚假显示:零件表面渗透液的污染产生。
2 缺陷的评定
缺陷显示的分类
线状、圆形、密集形、纵(横)向显示
缺陷的分类
原材料缺陷、工艺缺陷和使用缺陷
渗透检测能发现的常见缺陷
气孔、裂纹、
3 标准关于显示的分类和评定要求
4 渗透检测记录和报告
缺陷记录方式: 草图法、可剥性塑料薄膜显象剂、
照相法
检验的原始记录
检验的见证、执行工艺卡的见证、报告的来源
渗透探伤报告
按照相关标准的要求 JB/T4730.5-2005
报告格式和原始记录格式都是受控文件,不能随便更改。

 关注我们
关注我们